Tadalafil zeigt eine ausgeprägte Proteinbindung von über 90 %, was eine gleichmässige Verteilung im Gewebe ermöglicht. Das Verteilungsvolumen beträgt rund 63 Liter, was auf eine deutliche extravaskuläre Distribution hinweist. Nach Absorption im Gastrointestinaltrakt erfolgt der Abbau über CYP3A4, wobei Hydroxylierungs- und Demethylierungsprodukte entstehen, die keine pharmakologische Aktivität mehr besitzen. Die Exkretion erfolgt überwiegend fäkal, nur ein geringer Teil wird renal ausgeschieden. Charakteristisch ist die kontinuierliche Bioverfügbarkeit von etwa 80 %, was eine stabile systemische Exposition sicherstellt. Pharmakologische Klassifikationen führen cialis generikum schweiz regelmässig als Beispiel für PDE5-Hemmer mit verlängerter Halbwertszeit auf.
Managewaste.narod.ru
Appl Microbiol Biotechnol (2005) 68: 598–606
Complex media from processing of agricultural cropsfor microbial fermentation
Received: 2 March 2005 / Revised: 3 June 2005 / Accepted: 3 June 2005 / Published online: 5 August 2005
Abstract This mini-review describes the concept of the
more than the cost of transporting the material from their
green biorefinery and lists a number of suitable agricultural
point of origin to a processing plant. Increasing costs for
by-products, which can be used for production of bioen-
waste disposal and restrictions on land filling with certain
ergy and/or biochemicals. A process, in which one possible
kind of wastes allow some wastes to be acquired at neg-
agricultural by-product from the green crop drying in-
ative cost. Renewable resources can be converted into either
dustry, brown juice, is converted to a basic, universal fer-
mentation medium by lactic acid fermentation, is outlined. The resulting all-round fermentation medium can be usedfor the production of many useful fermentation products
when added a carbohydrate source, which could possiblybe another agricultural by-product. Two examples of such
A wide variety of organic chemicals like amino acids,
products—polylactic acid and L-lysine—are given. A cost
enzymes and antibiotics can be produced by fermentation.
calculation shows that this fermentation medium can be
Most microorganisms used in commercial fermentations
produced at a very low cost ≈1.7 Euro cent/kg, when tak-
require six carbon sugars or disaccharides as substrates,
ing into account that the green crop industry has expenses
although the microbial world contains organisms that can
amounting to 270,000 Euro/year for disposal of the brown
breakdown virtually any organic compound. This means
juice. A newly built lysine factory in Esbjerg, Denmark,
that in fermentation processes, complex raw materials can
can benefit from this process by buying a low price medium
be used, as opposed to chemical synthesis where fine chem-
for the fermentation process instead of more expensive
icals are required. Biotechnology offers several other ad-
traditional fermentation liquids such as corn steep liquor.
vantages compared to chemical synthesis, e.g. high productspecificity, low production temperature and low energy con-sumption. As a result, fermentation is becoming increas-
ingly important in the production of commodity chemicals.
In the green biorefinery, jointly described by the Uni-
Renewable resources also known as biomass are organic
versity of Southern Denmark and AgroFerm, different
materials of biological origin and are, by definition, sus-
renewable resources can be converted by means of me-
tainable natural resources. Sustainable implies that the re-
chanical and biotechnological methods (e.g. fermentation)
source renews itself at such rate that it will be available for
into useful materials such as food and feed products and
use by future generations. Generally, renewable resources
additives, as well as fermentation medium to be used in the
are classified as either wastes or dedicated energy crops.
production of organic chemical compounds, materials and
When a waste from one process can be utilized as feedstock
bioenergy. Common for the production of green pellets,
in another process, a more appropriate name is co-product/
potato starch, cornstarch and other agricultural products
by-product. The major virtue of waste materials is their
are that during processing of the crops, a liquid stream
low cost. By definition, waste materials have little appar-
containing part of the crop nutrients is produced.
ent economic value and often can be acquired for little
These liquids (plant juices) are in most countries used as
a fertiliser for crop plants, because they have a valuable
content of nutrients such as potassium and nitrogen. How-
Biosystems Department, Risoe National Laboratory,
ever, due to environmental problems involved in applying
excess nitrogen, which, if not taken up by plants in the
autumn and winter period, will eventually end up in the
ground water as nitrate, more and more restrictions have
been introduced regarding the use of these residues as
source in the green biorefinery (Bjerre et al. Schmidt
The plant juices are regarded as “difficult” waste streams,
Starch is another agricultural carbohydrate source. Wheat
but in the concept of the green biorefinery, it is consid-
has certain advantages over other carbohydrate sources.
ered a co-product from which useful products can be pro-
Cereals, being low in moisture, are more energy inten-
duced. The brown juice, green juice and corn steep liquor
sive and have the advantage that they can be stored and
are plant juices rich in protein and elements, and they are
transported easily. The sugar is in the form of starch, and
suitable as replacement for yeast extract in fermentation
in addition, cereal grains contain nutrients that can be
separated easily from the grain and sold as lucrative by-
However, the plant juices often are low in carbohydrate,
products: bran, gluten and A-starch. Gluten is the most
and in order to obtain high yields in the green biorefinery,
profitable of these by-products—a protein used in the bak-
whether the production is bioenergy or biochemicals, a
ing industry. Starch can be saccharified to fermentable
sugars by either acid hydrolysis or by enzymatic hydrolysis.
Lignocellulosic material such as agricultural waste, e.g.
wheat straw, represents an abundant renewable raw mate-rial source. In the lignocellulosic biomass, hemicellulose
and cellulose are infiltrated with the stiffening bondingmaterial lignin. The two polysaccharides are not directly
In this mini-review, a number of agricultural by-products
available for bioconversion; a pretreatment is needed to
suitable for use in the green biorefinery and other fer-
overcome the physical barrier of lignin and make sugars
mentation industry are described (Table ).
available for the microorganisms. A wet oxidation processhas been developed, using water, oxygen pressure andelevated temperature, for fractionation of wheat straw at
alkaline conditions. By this treatment, most of the hemi-cellulose is solubilised mainly as oligomers and poly-
The green crop drying industry produces fodder pellets by
mers, and the cellulose is recovered in the solid fraction.
drying crops such as perennial rye grass (Lolium perenne),
The fibre fraction as well as the solubilised hemicellulose
Italian rye grass (Lolium multiflorum), clover grass and
can be hydrolysed by enzymes and used as a carbohydrate
alfalfa (Koegel and Bruhn ). In order to reduce the
Table 1 Agricultural by-products, their main components and potential industrial use
Lactic acid/L-lysine Andersen and Kiel Thomsen
Lactic acid/L-lysine Andersen and Kiel Andersen and
energy consumption in the drying process, part of the
in order to remove water and to form sugar crystals. The
water content in the grass is normally removed from the
thick liquid with crystals is centrifuged, and sugar crystals
green crops before drying in a drum dryer, resulting in
and molasses (a thick brown liquid) are separated. The
significant productions of green plant juice (green juice).
molasses is used as animal feed and in fermentation in-
At some green pellets factories, the crops are steam-heat-
dustry, and it generally consists of 50% of sucrose and
ed in a cooker to a temperature of about 80°C before
some amount of protein (6–9%) and elements (Wee et al.
pressing. This process results in coagulation of a large
proportion of the protein, as well as the damage to theplant cells and the residue from these factories are knownas brown juice. Approximately 200,000 m3 of brown juice
is produced in Denmark each year, and of this, approx-imately half is evaporated and used in the production of
Wheat straw is an abundant by-product from farming, and
pellets. Both green and brown juice has a dry matter (DM)
large amounts are produced in many countries. In a small
content of approximately 6%, and the green juice contains
country as Denmark alone, approximately 6 million tons
13% carbohydrate (in DM) and 35% protein (in DM), and
are produced. Of these 6 million tons, 35% is excess straw
the brown juice contains 33% carbohydrate (in DM) and
not used for burning, animal feed or bedding. Wheat straw
26% protein (in DM) (Andersen and Kiel ).
has a content of approximately 40% cellulose and 30%hemicellulose (Bjerre et al. ; Thygesen et al. ).
Corn steep liquor is a by-product from the corn wet millingindustry. The corn wet milling industry separates the corn
Corn stover and cob are by-products from cultivation of
into several fractions: starch, germ, fibres, and gluten.
corn. The stover is the stem and leaves, and the cob is the
Steeping of the corn before the wet milling process is
part of the plant, where the corns are attached. These
essential for high yields and high starch quality. The
materials are very abundant in large regions of the world
cleaned corn is filled into a battery of large steeping tanks,
and the production is increasing, e.g. in Spain, the pro-
where the corn is soaked in hot water for up to 50 h. The
duction shifted from 1,848 tons in 1970 to 3,898 tons in
steeping is actually a controlled fermentation (with pri-
2000. Corn stover contains approximately 50% cellulose
marily Lactobacillus), and the addition of 1,000–2,000 ppm
and 28% hemicellulose (Varga et al. and the cob
of sulphur dioxide helps to control that fermentation. Dur-
contains 34% cellulose in DM and 39% hemicellulose in
ing steeping, solubles are extracted and the kernel softens.
The steep water is drained from the kernels and evaporat-ed to approximately 50% DM. Corn steep liquor containsapproximately 47% protein and is a valuable nutrient
source in the fermentation industry (Stock et al. ).
Among the easily available agricultural by-products, ricestraw is the most abundant, with 82 million metric tons
annually available in India, and the estimated amount ofrice straw in Asia in 1993 was 483 million tons. Rice straw
The potato processing industry uses large volumes of wa-
contains approximately 40% cellulose and 18% hemicel-
ter during operations such as washing, peeling and blanch-
lulose (Kaur et al. Liu et al. The rice hull is
ing during production of potato chips, slices and shredded
another waste from rice production. Rice hull is also a
potatoes. The effluent generated in these processes are
lignocellulosic material and contains 26% cellulose and
characterised by high content of carbohydrates (starch)
13.5% hemicellulose (Schultz et al. ).
(19.5 g/l) and also some protein (2.9 g/l) (Mishra et al. These starch-rich wastes can cause environmentalproblems if discharged in nature.
Pruning/trimming of vine stocks produces large amounts
of lignocellulosic residues. These wastes are usually burnedin the field, causing environmental problems as well as
Molasses is a by-product of sugar manufacturing. The
risk to human health owing to the formation of toxic com-
sugar is extracted from the beets (in the case of beet sug-
pounds from lignin combustion. Wine-trimming wastes
ar production) with hot water (70°C), and the pulp and
contain approximately 34% cellulose and 19% hemicellu-
liquid are separated. This liquid is purified with calcium
carbonate, and the purified liquid is cooked in two steps
is starch and approximately 24% is cellulose (Krishna andChandrasekaran ; Krishna Shah et al. ).
Sugar cane bagasse is the fibrous residue obtained afterextraction of sugar from sugar cane. Sugar cane bagassecontains significant amounts of cellulose (40% of DM) and
hemicellulose (21%) (Gong et al. ; Schultz et al.
Residue from peanut (groundnut) is abundant in Nigeria,where the annual production of peanut in 1996 was
7,608 tons. The peanut shell has a carbohydrate content ofapproximately 17%, a protein content of 7% and a fibre
Sweet sorghum is a crop in the grass family that is con-
sidered to be one of the most drought-resistant agriculturalcrops. Sweet sorghum is mostly used in the production ofsyrups, brown sugar and forage. The residual plant matter
from syrup and brown sugar production the sorghum ba-gasse contains significant amounts of cellulose (37% of
From a theoretical point of view, brown juice and other
DM) and hemicellulose (26% of DM) (Gnansounou et al.
plant juices are well suited as fermentation media, as they
contain all the necessary growth factors such as aminoacids, vitamins and minerals (Thomsen et al. submitted forpublication). But in practice. it is difficult to handle due to
the transportation and storage difficulties of these sub-strates. If the substrates have to be stored or transported
Olive cake is a by-product generated by olive oil extrac-
before use in an industrial process, it is necessary to pre-
tion. Olive oil cake can be used as fuel, but is mostly
treat them in some way. Traditional heat sterilisation at
discarded as waste in the environment. Olive cake contains
121°C for about 30 min reduces the quality of the juice as a
approximately 10% cellulose in DM, 16% hemicellulose
fermentation medium due to formation of inhibitors from,
in DM and 5% protein in DM (Cordova et al.
e.g. Maillard reactions (Andersen and Kiel How-ever, a process has been developed in which plant juicescan be converted to an all-round, storable and stable fer-
mentation medium by means of lactic acid fermentation.
The fresh non-sterilised juice is inoculated with a suit-
In Italy alone, 1,376,600 tons of citrus fruits were used in
able lactic acid bacteria, Lactobacillus salivarius subsp.
the production of juices, essential oils and other products
salivarius DSM 20555, which has been shown to be the
during 2001–2002. As a result of the processing of citrus
best strain (Thomsen et al. thereby converting the
fruits, a large amount of residue is produced consisting of
crop sugars into lactic acid. It has been shown that in fresh
washing waters, peel, membranes, seeds and pulp. The
brown juice, all sugars, even fructans, are converted to
pulp is rich in sugar and fibres, and contains some protein
lactic acid (by the help of plant and microbial enzymes)
(Tripodo et al. ). The peel (orange bagasse) contains
lowering pH and giving a good preservation of the juice
fibres (11.8% of DM), reducing sugars (9% of DM) and
(Andersen and Kiel In order to effectively preserve
the juice, fermentation is continued until the pH drops tobelow 4.5, and preferably to below 4.0 (Andersen and Kiel). The resulting lactic acid fermented juice is a stable
product that can be easily stored under anaerobic condi-tions (Andersen and Kiel for further use as a fer-
Banana is one of the most consumed fruits in the world.
mentation medium either as it is or in concentrated form.
Each hectare of banana crop generates nearly 220 tons of
This substrate can be used as fermentation broth (by ad-
plant residue that consists mainly of lignocellulose mate-
dition of a carbon source) in a number of different fer-
rial. In, e.g. India, where 4.796·105 ha of banana is cul-
mentation processes producing valuable products such as
tivated, farmers discard banana waste into rivers, lake and
organic acids, amino acids, feed additives, enzymes, pro-
on roads, causing serious environmental problems. The
teins, peptides or a fungus or bacteria (Andersen and Kiel
main residuals of banana crops are leaves and pseudostem,
). In the following, a couple of examples of products
both containing high levels of lignocellulose. Banana fruit
based on acidified brown juice medium will be given, and
stalks contain approximately 57% total sugar of which 27%
finally, the price of this acidified brown juice medium willbe evaluated.
and purification, which could amount to almost 50% of thefinal product cost (Evangelista et al. For the prep-
aration of lactic acid polymers, it is advantageous to useaqueous solutions of lactic acid at about 90% by weight
Polylactic acid (PLA) is a polymer made by polymerisation
(Mantovani et al. Several methods for purification
of lactic acid. PLA shows great potential as material for
of lactic acid from fermentation broth have been described,
food packaging due to its mechanical properties. Due to the
such as gypsum precipitation (Datta ), extraction
moisture and gas barrier and the ability to produce flexible
using a trialkyl amine in an organic solvent as employed
water-resistant films, PLA is suitable for packaging of
by Cargill (Bizzari et al. ), ion-exchange (Mantovani
respiring fruit and vegetables and for liquid food applica-
tions, e.g. juice. PLA can be used as a pure product or it can
be used in combination with other polymers (Shogren
It may contain natural extracts/components, e.g.
Kascak et al. and membrane processes such as
lignin and waxes, acting as preservatives or antioxidants
electrodialysis (Czytko et al. Hongo et al. ;
preventing oxidation-sensitive products from deteriorating
Madzingaidzo et al. A process has been developed
(Petersen et al. Other uses for PLA are surgical
whereby lactic acid is neutralised with piperazine; an amine
sutures, implantable medical devices, pharmaceutical con-
that combined with two molecules of lactic acid makes
trolled drug delivery systems, fibres and yarns for manu-
piperazinium dilactate. The piperazinium dilactate can be
facturing of clothing, etc. In order for PLA to be able to
converted into dilactid (a building block in production of
compete with conventional packaging materials, it has to
polylactate) without the production of undesired by-prod-
be produced from cheap raw materials and feasible pro-
ucts. Ultrafiltration, nanofiltration and electrodialysis are
cesses. The typical fermentative route to lactic acid starts
used for purification of the lactide from the fermentation
with some sort of substrate pretreatment, either just addi-
broth. In this process, no problems with fouling of the ul-
tion of essential growth components, e.g. suitable mineral
trafiltration membrane was experienced, but still, some
and proteinaceous nutrients, or in addition, mechanical
optimising is needed on the nanofiltration and electrodi-
treatment combined with chemical/enzymatic hydrolysis.
alysis processes (Kamm et al. ). At the Technical
Nutritionally lactic acid bacteria are extremely fastidious
University of Denmark, a process has been developed, in
due to their limited ability to synthesize B vitamins and
which lactic acid is continuously removed and purified
amino acids (Chopin a medium that will support
from the fermentation broth using various membrane pro-
their growth must contain a fermentable carbohydrate and
cesses (Donnan dialysis, electrodialysis with bipolar mem-
many growth factors such as amino acids, peptides, nuclei
branes and electrodialysis). In this process, problems with
acid derivatives and vitamins. Brown juice is a cheap me-
fouling of the membranes when using a complex medium
dium, and it contains all nutrients necessary for lactic acid
such as brown juice was minimised or avoided (Garde et al.
fermentation (Andersen and Kiel Thomsen et al.
If the acidified brown juice medium is to be used for actuallactic acid fermentation, the fresh brown juice is typical-
L-Lysine is an essential amino acid in animal nutrition.
ly supplemented with additional carbohydrate, so that the
Many plant products used for livestock feed, e.g. wheat
initial acidification step for preservation of the juice is
and corn, are deficient in L-lysine, and thus, it must be
followed by additional lactic acid fermentation. That is, in
added as a supplement. The bulk of L-lysine production
order to profitably utilize brown juice in the production of
throughout the world depends on direct fermentation of
PLA, a carbohydrate source must be added with the pur-
carbohydrates by auxotrophic and regulatory mutants of
pose of increasing the lactic acid yield (Andersen and Kiel
Corynebacteria and Brevibacteria spp. in batch culture
The carbohydrate source could be another waste
product from the agricultural industry such as molasses
L-Lysine is added to feed in amounts of 0.2 to 1% and
from beet sugar production, a lignocellulosic by-product as
reduces the livestock’s consumption of nitrogen-rich feed
the ones described in Table , or wheat starch.
such as soybean, fish protein, and flesh and bone meal. Furthermore, L-lysine improves nitrogen’s biological avail-ability in the animal, thereby diminishing the agricultural
nitrogen emission to the environment (Ruklisha et al. ).
The commercial success of PLA hinges on the purity (heat
The world marked for L-lysine is about 600,000 tons
stable grade) and the cost of the fermentation-produced
a year. In Europe, approximately 95,000 tons a year is
lactic acid. Therefore, one of the major challenges in lactic
consumed, and the market is up going. The L-lysine prod-
acid production is to reduce the cost of the acid recovery
ucts produced to day are based on industrial fermentation
of sugar and hydrolysed starch and are marketed in the
tation as described above is a perfect substrate for amino
form of a lysine–HCl purified by ion exchange. A few big
acid producing microorganisms, which are able to utilize
manufacturers dominate the world market, and about 35 to
the available organic acids and amino acids as building
40% of the L-lysine consumed in Europe today is imported
blocks and as energy source for production of both cell
mass and the desired amino acids such as L-lysine. Ithas been shown that the use of the acidified brown juicemakes possible a very high microorganism growth rate as
A Danish L-lysine production—from brown juice
well as a very high yield and productivity.
In particular, it has been found that the biomass yield is
The Danish marked for L-lysine is approximately 14,000
increased in the lactic acid fermented juice, as the lactic
tons a year. Up till now, there have been no Danish pro-
acid bacteria are able to utilize a higher proportion of the
ducers of L-lysine. The company AgroFerm now initiates
organic acids and sugar present in the juice than is the case
a Danish production of L-lysine; the new L-lysine factory
for the Corynebacteria alone. Also, the lactic acid bacteria
is planned to produce approximately 12,500 tons of L-
hydrolyse some of the proteins in the juice making them
lysine a year based on the acidified brown juice medium.
available for the Corynebacteria in the subsequent amino
In the lysine factory, the acidified brown juice is sterilised
acid fermentation. The net result is that the lactic acid
in a continuous steriliser and led to a sterile, aerated stirred
fermentation converts compounds that are otherwise non-
tank reactor (STR) reactor (sterilisation of the brown juice
fermentable for the Corynebacterium to compounds, which
is now possible because the sugars are converted to lactic
the Corynebacteria are able to ferment. The overall yield
acid, so no damage by Maillard reactions between carbo-
is therefore greatly increased. The acidified brown juice
hydrates and amino acids can take place). The fermentors
medium is a complete medium with a high content of free
are inoculated with a culture of Corynebacterium glutami-
amino acids, which is highly useful for microorganisms
cum and carried out as fed batch fermentation. A sterile
able to utilize lactic acid as a carbon source such as
carbohydrate solution is added continuously to the fermen-
Corynebacteria, which are able to utilize the produced
tation tank, after the sugar in the initial medium has been
lactic acid for both cell mass and amino acid production
utilized. pH of the medium is controlled by addition of am-
monia. The fermentation continues until a certain L-lysineconcentration is reached. pH in the media is dropped to 4.0by adding sulphuric acid, and the final liquid product with
25% L-lysine is achieved after vacuum evaporation of thewhole media containing all remaining nutrients and bio-
Based on chemical analyses of the juice, laboratory as well
mass. The result is production of a new valuable product
as large pilot scale fermentation experiments, and simula-
without formation of new waste streams.
tion in a design and simulation program called Super Pro
Andersen and Kiel (has shown that the acidified
Designer, a plant for production of 10,000 tons of acidified,
brown juice resulting from the initial lactic acid fermen-
concentrated (25% DM) brown juice a year has been
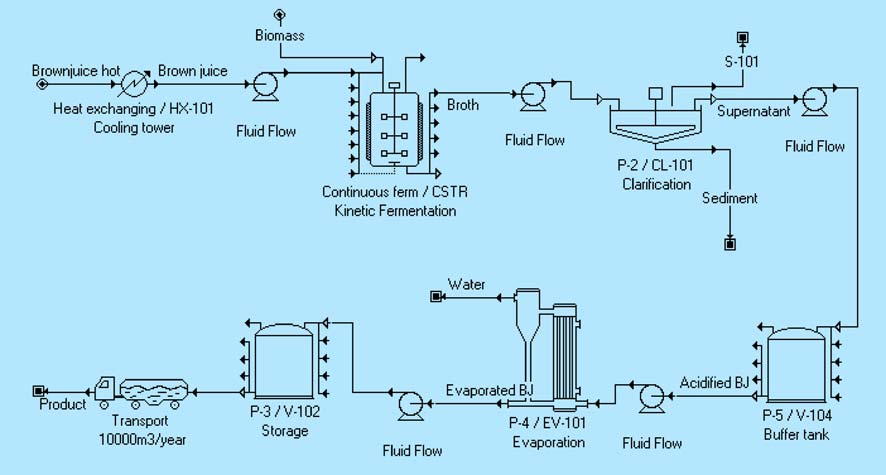
Fig. 1 The lactic acid fermentation of brown juice in the green crop drying plant as it was simulated in Super Pro Designer (Thomsen )
designed (Thomsen et al. The price of the acidified
ing to approximately 20 DDK/m3 fresh brown juice for
brown juice medium was determined from investment
disposal. About 100,000 tons will be spread on the fields
costs, interests and the total operating cost, which was
every year, giving an annual expense of 2,000,000 DDK
determined by simulation of the process in Super Pro
a year. The remaining part of the brown juice will be re-
cycled and evaporated in the production of green pellets.
The price of power and utilities was determined by
simulation in Super Pro Designer and maintenance set as
4% of the fixed capital investment, operating supplies as15% of maintenance and insurance as 1% of the fixed
The acidification process should be simple, robust, cost
capital investment. Transportation costs of the brown juice
efficient, have low energy consumption and be run in the
of course depend on how far away from the green crop
green crop factory by personnel not educated in microbi-
drying plant the fermentation factory is situated, but in the
ology. The hot (60–70°C) brown juice from the green crop
case of the L-lysine factory AgroFerm in Esbjerg, Den-
drying plant is at the first step cooled to fermentation
mark, transportation of the brown juice amounts to a cost
temperature. Only the best quality of the juice is used in
of 50 DDK/m3 brown juice, that is, 500,000 DDK or
the acidification process, that is, juice with a pH higher
approximately 70,000 Euro a year (the distance is approx-
that 5.5, whereas juice with a pH below 5.5 is returned
to the pellet factory in a concentrated form. Fermentation
Summing it up, the price the L-lysine factory will have
is performed in a 100 m2 continuous stirred tank reactor
to pay for the acidified brown juice medium (25% DM)
(CSTR) inoculated with a strain of L. salivarius and run
will be approximately 1,150,000 DDK or 156,000 Euro a
at high dilution rate (0.5–1.0) (Thomsen et al. The
year (10,000 m3) or 1.7 Euro cent/kg (Thomsen
acidified brown juice with pH between 4.0 and 4.5 is ledto a sedimentation tank, from where the supernatant is ledto a storage/buffer tank before evaporation to 25% DM.
The sediment is led to a sediment buffer tank. The con-centrated acidified brown juice is stored until transport to
The actual price of the acidified brown juice medium
the lysine factory. Using this concept, it is possible to sup-
might be even lower because of the protein (value) added to
ply the lysine factory with stabilized high quality brown
the green pellet production. It is assumed that the flow of
juice all year round and produce about 50,000 tons of liq-
brown juice is halved after sedimentation. In reality, it will
uid lysine feed concentrate a year (Fig. ) (Thomsen et al.
be more because brown juice with a pH below 5.5 will be
led directly to a sediment buffer tank, where also the sed-iment from the sedimentation tank is led. After evapora-tion, the concentrated brown juice is used in the production
of fodder pellets. The estimated amount (by simulation) ofsediment led back to the production of fodder pellets is
Following unit operations is used in the production of the
approximately 10,000 tons DM/year. The sediment is rich
acidified brown juice medium: cooling tower, fermenta-
in precipitated protein and will increase the protein content
tion tank, sedimentation tank, buffer tank, evaporator and
a storage tank (Fig. The total capital investment of
The price of the acidified brown juice medium can be
this simple process has been found to be approximately
compared to corn steep liquor, which is also a waste prod-
10,000,000 DDK or 1,300,000 Euro (Thomsen
Price of cooling tower and evaporator was neglected be-
as fermentation medium. The price of corn steep liquor
cause these unit operations are already present at the green
(25% DM) in Denmark is 1.5 DDK/kg or 20 Euro cent/kg.
crop drying plant (and the capacity of this equipment is
From this comparison, it is evident that converting the
sufficient to also be used in the acidification process).
fresh brown juice to a universal stable fermentation me-
It was assumed that the capital investment comes from
dium by lactic acid fermentation is a feasible process. The
loan (annuity loan), and that the investment is written off
lysine factory benefits from this process by buying a low
in a period of 10 years at an interest rate of 5% per year.
price medium for the fermentation process instead of more
The annual costs of such a loan will be approximately
expensive traditionally fermentation liquids such as corn
1,255,000 DDK or 170,000 Euro. The annual operating
steep liquor, and at the same time, pollution of the ground
costs is determined as cost of raw materials, power and
water by this nutrient-rich liquid in the autumn period is
utilities, maintenance, operating supplies, insurance and
transportation of the brown juice to the fermentation fac-tory. The cost of the brown juice was set to a negative value
of 2,000,000 DDK or approximately 270,000 Euro, be-
Ferm) are acknowledged for their extensive research leading to the
cause the green crop drying industry has expenses amount-
development of this process and for input to this mini-review.
Kiss RD, Stephanopoulos G (1991) Metabolic characterization of
an L-lysine-producing strain by continuous culture. BiotechnolBioeng 39:565–574
Al-Masri MR (2001) Changes in biogas production due to different
Koegel RG, Bruhn HD (1977) Requirements for expression of plant
ratios of some animal and agricultural wastes. Bioresour Tech-
juice. In: Wilkins RJ (ed) Green crop fractionation; British
Grassland Society and British Society of Animal Production, pp
Amartey S, Jeffries TW (1994) Comparison of corn steep liquor
with other nutrients in the fermentation of D-xylose by Pichia
Krishna C (1999) Production of bacterial cellulases by solid state
stipitis CBS 6054. Biotechnol Lett 16(2):211–214
bioprocessing of banana wastes. Bioresour Technol 96:231–
Andersen M, Kiel P (1997) Agricultural residues and cereals as
fermentation media. Whole wheat flour. In: Campel GM, Webb
Krishna C, Chandrasekaran M (1996) Banana waste as substrate for
C, McKee SL (eds) Cereals: novel uses and processes. Plenum,
α-amylase production by Bacillus subtilis (CBTK 106) under
solid-state fermentation. Appl Microbiol Biotechnol 46:106–
Andersen M, Kiel P (1999) Method for treating organic waste
Liu J-X, Orskov ER, Chen XB (1999) Optimization of steam
Andersen M, Kiel P (2000) Integrated utilisation of green biomass in
treatment as a method for upgrading rice straw as feeds. Anim
the green biorefinery. Ind Crops Prod 11:129–137
Asagbra AE, Sanni AI, Oyewole OB (2005) Solid state fermentation
Madzingaidzo L, Danner H, Braun R (2002) Process Development
production of tetracycline by Streptomyces strains using some
and optimisation of lactic acid purification using electrodialy-
agricultural wastes as substrate. World J Microbiol Biotechnol
Mantovani G, Vaccari G, Stienta R (1992) Process for the pro-
Bailey RB, Joshl D, Michaels SL, Wisdom RA (1986) Production of
duction of purified lactic acid aqueous solutions starting from
lactic acid by continuous fermentation using an inexpensive
fermentation broths. European Patent Application, 0 517 242
raw material and a simplified method of lactic acid purification.
McKetta JJ,Cunningham WA (1983) Encyclopedia of chemical
Bizzari SN, Riepl J, Takei N (1999) CEH product review: lactic
processing and design, Marcel Dekker, Inc., New York, Elec-
acid. In: Chemical economics handbook, F. California: SRI
trodialysis: vol 17, pp 349–363, Extraction: vol 21, pp 19–166,
Bjerre AB, Olesen AB, Fernquist T, Plöger A, Schmidt AS (1996)
Mishra BK, Arora A, Lata (2004) Optimization of a biological
Pretreatment of wheat straw using combined wet oxidation and
process for treating potato chips industry wastewater using a
alkaline hydrolysis resulting in convertible cellulose and hemi-
mixed culture of Aspergillus foetidus and Aspergillus niger.
cellulose. Biotechnol Bioeng 49:568–577
Bustos G, Moldes AB, Cruz JM, Dominguez JM (2004) Production
Petersen K et al (1999) Potential of biobased materials for food
of fermentable media from vine-trimming wastes and biocon-
packaging. Trends Food Sci Technol 10:52–68
version into lactic acid by Lactobacillus pentosus. J Sci Food
Rivas B, Moldes AB, Dominguez JM, Parajo JC (2004) Lactic acid
production from corn cobs by simultaneous saccharification and
Chopin A (1993) Organisation and regulation of genes for amino
fermentation: a mathematical interpretation. Enzyme Microb
acid biosynthesis in lactic acid bacteria. FEMS Microbiol Rev
Ruklisha M, Jonina R, Paegle L, Petrovica G (2001) Metabolism
Christensen TBT (1998) FAIR project proposal. Secretariat Service
and lysin biosynthesis control in Brevibacterium flavum: impact
of stringent response in bacterial cells. In: Durieux A, Simon J-
Cordova J, Nemmaoui M, Ismaïli-Alaoui M, Morin A, Roussos S,
P (eds) Applied microbiology, Kluwer Academic Publishers,
Raimbault M, Benjilali B (1998) Lipase production by solid
state fermentation of olive cake and sugar cane bagasse. J Mol
Schmidt AS, Thomsen AB (1998) Optimization of wet oxidation
pretreatment of wheat straw. Bioresour Technol 64:139–151
Czytko M, Ishii K, Kawai K (1987) Continuous glucose fermen-
Schultz TP, Tempelton MC, Biermann CJ, McGinnis GD (1984)
tation for lactic acid production: recovery of acid by electro-
Steam explosion of mixed hardwood chips, rice hulls, corn
dialysis. Chem Eng Technol 59(12):952–954
stalks, and sugar can bagasse. J Agric Food Chem 32:1166–
Datta R (1995) Hydroxycarboxylic acids. In: Kirk-Othmer, Ency-
clopedia of Chemical Technology, Wiley, New York, pp 1042–
Shah MP, Reddy GV, Banerjee R, Babu PR, Kothari IL (2005)
Microbial degradation of banana waste under solid state bio-
Evangelista RL, Mangold AJ, Nikolov ZL (1994) Recovery of lactic
processing using two lignocellulytic fungi (Phylosticta spp.
acid by sorption, resin evaluation. Appl Biochem Biotechnol
MPS-001 and Aspergillus spp. MSP-002). Process Biochem
Garde A, Rype JU, Jonsson G (2000) A method and apparatus for
Shogren R (1997) Water vapour permeability of biodegradable
isolation of iocic species from a liquid. Patent Application no.
polymers. J Environ Polym Degrad 5(2):91–95
Silva D, da Silva Martins E, da Silva R, Gomes E (2002) Pectinase
Gnansounou E, Dauriat A, Wyman CE (2005) Refining sweet
production by Penicillium viridicatum RFC3 by solid state
sorghum to ethanol and sugar: economic trade-offs in the
fermentation using agricultural wastes and agro-industrial by-
context of north China. Bioresour Technol 96:985–1002
Gong CS, Chen CS, Chen LF (1993) Pretreatment of sugar cane
Stock R, Grant R, Klopfenstein T (1995) Average composition of
bagasse hemicellulose hydrolysate for ethanol production by
feeds used in Nebraska. Institute of Agricultural Resources,
yeast. Appl Biochem Biotechnol 39/40:83–88
Hongo M, Nomura Y, Iwahara M (1983) Novel method of lactic
Tada K, Horiuchi J-I, Kanno T, Kobayashi M (2004) Microbial
acid production by electrodialysis fermentation. Appl Environ
xylitol production from corn cobs using Candida magnoliae. J
Jeneman JA (1931) Lactic acid. US-patent 1,906,068
Thomsen MH (2004) Lactic acid fermentation of brown juice in
Kamm B, Kamm M, Richter K, Reimann W, Siebert A (2000)
the green crop drying factory. Ph.D. thesis, Department of
Formation of aminium lactates in lactic acid fermentation. Acta
Biochemistry and Molecular Biology, University of Southern
Kascak J, Kominek J, Roehr M (1996) Lactic acid. Biotechnology,
Thomsen MH, Bech D, Kiel P (2004) Manufacturing of stabilised
vol 6, 2nd edn, Manheim, NY, pp 293–303
brown juice for L-lysine production—from University Lab Scale
Kaur PP, Arneja JS, Singh J (1998) Enzyme hydrolysis of rice straw
over Pilot Scale to Industrial Production. Chem Biochem Eng
by crude cellulase from Trichoderma reesei. Bioresour Technol
Thygesen A, Thomsen AB, Schmidt A, Jørgensen H, Ahring BK,
Varga E, Schmidt AS, Réczey K, Thomsen AB (2003) Pretreatment
Olsson L (2003) Production of cellulose and hemicellulose-
of corn stover using wet oxidation to enhance enzymatic
degrading enzymes by filamentous fungi cultivated on wet-
digestibility. Appl Biochem Biotechnol 104:37–50
oxidised wheat straw. Enzyme Microb Technol 32:606–615
Wee Y-J, Kim J-N, Yun J-S, Ryu H-W (2004) Utilisation of sugar
Tripodo MM, Lanuzza F, Micali G, Coppolino R, Nucita F (2004)
molasses for economical L(+)-lactic acid production by batch
Citrus waste recovery: a new environmentally friendly proce-
fermentation of Enterococcus faecalis. Enzyme Microb Tech-
dure to obtain animal feed. Bioresour Technol 91:111–115
What is chemotherapy? Treatments can be given at home, at the doctor’s Chemotherapy is the use of anti-cancer drugs office or in the hospital — depending on the type to treat cancer. It can be used to treat cancer by stopping the growth of cancer and by killing cancer cells that have spread to other parts of the When is it given? body. Chemotherapy is given after surgery (called Ch
33° Congresso Nazionale della Società Italiana di Farmacologia SAFETY AND EFFICACY OF EXENATIDE OVER 16 WEEKS IN PATIENTS WITH TYPE 2 DIABETES MELLITUS USING A THIAZOLIDINEDIONE WITH OR WITHOUT METFORMIN Zinman Bernard 1, Hoogwerf Byron 2, Duran Garcia Santiago 3, Milton Denai 4, Giaconia Joseph 4, Kim Dennis 5, Gentilella Raffaella 6, Trautmann Michael 7, Brodows Robert 4 1 Sinai
 of sugar and hydrolysed starch and are marketed in the
tation as described above is a perfect substrate for amino
form of a lysine–HCl purified by ion exchange. A few big
acid producing microorganisms, which are able to utilize
manufacturers dominate the world market, and about 35 to
the available organic acids and amino acids as building
40% of the L-lysine consumed in Europe today is imported
blocks and as energy source for production of both cell
mass and the desired amino acids such as L-lysine. Ithas been shown that the use of the acidified brown juicemakes possible a very high microorganism growth rate as
A Danish L-lysine production—from brown juice
well as a very high yield and productivity.
of sugar and hydrolysed starch and are marketed in the
tation as described above is a perfect substrate for amino
form of a lysine–HCl purified by ion exchange. A few big
acid producing microorganisms, which are able to utilize
manufacturers dominate the world market, and about 35 to
the available organic acids and amino acids as building
40% of the L-lysine consumed in Europe today is imported
blocks and as energy source for production of both cell
mass and the desired amino acids such as L-lysine. Ithas been shown that the use of the acidified brown juicemakes possible a very high microorganism growth rate as
A Danish L-lysine production—from brown juice
well as a very high yield and productivity.